Ролики під трос держстандарти. Блоки для сталевих канатів
Вибір та закладення кінців тросовпарусних яхт
З тросами (сталевими, рослинними чи синтетичними) будівельнику судна так чи інакше доводиться мати справу. Правильний підбір троса по конструкції та діаметру залежно від умов його роботи, надійне загортання його кінців, належна конструкція блоків мають важливе значення для безпечної експлуатації судна.
Троси із сталевого оцинкованого дроту застосовують для рульового приводу (штуртрос), приводу дистанційного керування мотором, стоячого та бігучого такелажу на яхтах.
Конструкція троса (рис. 167) позначається трьома цифрами, які виражають відповідно число пасм, число дротів у пасмі та кількість органічних сердечників. Наприклад, запис 6 X 37 + 1 ОС означає: шестипрядний трос, що має по 37 дротів у пасмі, з одним органічним сердечником. Конструкція троса визначає його гнучкість, від якої залежать габарит і вага блоків і барабанів і яка нарівні з міцністю служить основою для вибору при виготовленні тієї чи іншої снасті. Чим більше число дротів у пасмі і що менше їх діаметр, то гнучкіший трос.
Для виготовлення снастей стоячого такелажу застосовують жорсткі троси, які при мінімальних діаметрі та вазі мають найбільшу міцність і не витягуються під навантаженням. Для снастей бігучого такелажу і штуртросів першорядну роль грає гнучкість.
Для виготовлення стоячого такелажу яхт набув поширення дуже жорсткий і міцний спіральний трос конструкції 1 X 19. Закладення вогону на такому тросі, проте, справа складна, тому для кріплення троса до рангоуту частіше застосовуються кінцеві втулки, обойми і т.п.
Трос 7x7, також застосовуваний для стоячого такелажу, має деяку гнучкість, закладення вогонів на ньому набагато простіше, але через більшу кількість дротів він сильніше витягується під навантаженням і більшою мірою схильний до корозії, ніж трос 1 X19. При закладенні вогону сьоме пасмо обрубується, тому потрібно враховувати знижену міцність такого закладення.
Трос 6x7+1 ОС також може бути застосований для виготовлення стоячого такелажу, хоча він і менш міцний і витягується сильніше, ніж раніше згадані троси (через наявність органічного сердечника). Трос легко зрощується; він може успішно застосовуватися для леерного огородження. Для виготовлення бігучого такелажу цей трос мало придатний через недостатню гнучкість. Органічний сердечник сприяє збереженню мастила, що перешкоджає корозії.
Мал. 167. Характерні конструкції сталевих тросів: а – трос IX 19; 6 – 7X7; в - 7Х19; г – 6Х 19 + 1 ОС; 5-6X37+ 1 ОС.
Трос 7x19"-найміцніший з гнучких тросів. Він застосовується при виготовленні деталей бігучого такелажу, для яких поряд з міцністю важлива мала витяжка під навантаженням (наприклад, для штуртросів). До денних властивостей цього троса слід віднести можливість закладення вогонів і наявність металевого сердечника завдяки якому трос не змінюється в канавці шківа і може навиватися на барабан лебідки в кілька шарів, при закладенні вогону середнє пасмо зазвичай вирубують, і в цьому випадку необхідно враховувати ослаблення троса на 15%.
Трос 6x19+1 ОС має органічний сердечник. Він гнучкіший і еластичніший, ніж трос 7x19, але сильніше витягується і деформується під навантаженням, а тому мало придатний для навивки на гладкий (без канавок) барабан і для багатошарової навивки.
Трос 6x37+1 ОС - дуже гнучкий, легко сплющується. Дроти, що становлять його пасма, мають малий діаметр, тому трос такої конструкції випускається починаючи з діаметра 5,5 мм. Трос сильно витягується і застосовується для шківів малого діаметра.
Трос зазвичай підбирають за чинним навантаженням з урахуванням коефіцієнта запасу міцності. Для стоячого такелажу приймають коефіцієнт запасу від 4 до 6, для бігучого такелажу "- не менше 4 і не менше 6 у всіх випадках, коли трос використовується для підйому людини або самого судна. При виборі коефіцієнта запасу міцності, крім розрахункового навантаження, потрібно приймати в увагу умови роботи троса: закріплення кінців, діаметр шківів, кратність докладання навантаження, схильність до корозії тощо.
Слід застерегти від дуже тонких тросів, особливо на суднах морського плавання. Необхідно також враховувати, що чим тонший дріт, тим більше трос схильний до корозії та зносу. Найбільш корозійно-стійкими є троси з оцинкованого або нержавіючого дроту. Троси з неоцинкованого або омедненого дроту швидко покриваються іржею і руйнуються, особливо у місцях згинів.
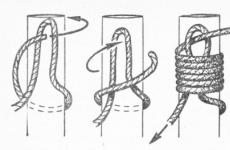
При озброєнні щогл стоячим такелажем бажано дати тросу, якщо він має органічний сердечник, попередню витяжку. Це сприяє більш рівномірному розподілу зусиль між прямими пасмами під дією робочого навантаження. Для. загортання петлі (вогона) на кінці сталевого троса, його розвивають на пасмі, а потім на трос і на пасмі накладають тугі марки. Міцна нитка кладеться вздовж троса (рис. 168), один кінець її згортається петлею, а інший (ходовий) щільно, виток до витка, обмотується в один ряд навколо троса у напрямку до петлі. Просунувши потім ходовий кінець у петлю, затягують його під витки. Наклавши марки, трос згинають за формою та величиною необхідного вогону. Зігнутий вогон беруть у ліву руку розпущеними пасмами вгору і від себе і, розділивши розвинені пасма на дві рівні частини, вводять між ними корінний кінець троса. Для того щоб вогон не розкручувався, після введення корінного кінця троса ліве верхнє пасмо переноситься на праву сторону, а нижнє праве пасмо - на ліву сторону. Потім починається пробивання ходових пасм в корінний кінець троса. Нижнє ліве пасмо 1 пробивають під два корінні пасма проти звивки троса. Потім пробивають наступне пасмо 2 (рис. 169), але вже під одне корінне пасмо.
Таким же чином з правого боку пробивають пасма 3 і 4. Після цього всі чотири пробиті пасма обтягують, поки марка не підійде до корінного кінця, і пробивають пасма, що залишилися 5 і 6. Після пробивання, пасма ще раз натягують і починають друге пробивання через одне пасмо під дві проти напрямку звивки троса, так само як це робили при пробиванні другого пасма. Зробивши 3,5 або 4,5 пробивки, вогон оббивають легкими ударами ручника, а зайві кінці пасмів обрубують. Місце пробивки обмотують - клітнюють тонким шнуром або м'яким дротом. Пробивка пасм здійснюється за допомогою металевої свайки (рис. 170): перед обтягуванням пасм в петлю заводиться коуш.
Для того щоб зробити правильний і досить міцний вогон, потрібно мати певні навички. Любителі часто замінюють його сутичками з обрізків мідної або алюмінієвої трубки, що накладаються на складені разом кінці троса (рис. 171 а). Внутрішній діаметр трубки повинен бути приблизно в півтора рази більший за діаметр троса, довжина -10 діаметрів троса.

Трубку, надіту на трос і впритул притиснуту до коуша, розклепують до щільного обтиснення троса, потім на відстані 40-60 мм ставлять другу і за нею третю сутички. Можна виконати з'єднання, застосувавши одну довгу (80-100 мм) трубку (рис. 171 б), розплющуючи її поперемінно у двох взаємно перпендикулярних площинах. Досить міцна і закладення кінця троса запресуванням його в отвір сталевої кульки (рис. 171, в). Міцність такого закладення на відрив становить 60-80% від розривного навантаження троса.
При переході троса через блок, його дроту, крім розтягування від навантаження, отримують додаткову напругу від вигину, від скручування та від зминання. Дріт, що лопнув від втоми і зносу, завжди знаходиться в місці торкання троса об блок. Слід пам'ятати, що на практиці снасті такелажу, що біжить, і штуртрос піддаються змінним навантаженням, тобто працюють на втому. Наприклад, стаксель-фал на ходу яхти постійно піддається коливанням залежно від навантаження на стаксель і провисання штагу. Амплітуда цих коливань на великій яхті може сягнути 40-60 мм, а період 1-3 сек. Приблизно в таких умовах працює і штуртрос.
У табл. 14 вказані мінімальні значення діаметрів шківів блоків, виміряні по канавці, залежно від конструкції та діаметра троса. Такий же діаметр повинні мати барабани рульових приводів або лебідок.
Радіус стосу шківа повинен дорівнювати 1,05 радіуса троса. При вужчому чи ширшому стосі трос зношується швидше. Кип шківа повинен охоплювати 130-150 ° поперечного перерізу троса (рис. 172). Застосування алюмінієвих чи текстолітових барабанів сприяє зменшенню зносу троса.

Мал. 169. Закладення вогону на сталевому тросі: д - порядок пробивання пасм.

Мал. 170. Свайки - дерев'яна (/) та металева (2).

Мал. 171. Закладення петлі на тросі за допомогою трубок (а, б) та мересування кульки на кінці троса (в).
Таблиця 14 Значення діаметрів шківів блоків залежно від конструкції та діаметра троса

Стоячий такелаж повинен бути змащений або пофарбований, а всі вогнища і плісняви - оклетнені.
Крупним планом кінці рослинних тросів значно простіше, ніж сталевих. Як і зі сталевими тросами, треба починати з накладання марки, яка не давала б пасмам розвиватися. Марку треба накладати на сухому тросі, інакше вона сповзе після того, як трос просохне. Звичайна марка накладається так само, як і на сталевому тросі, а щоб зробити самозатяжну марку (рис. 173), один кінець нитки потрібно покласти вздовж троса, а другим накладати витки. На останніх витках необхідно залишити слабке місце і пропустити під них кінець ходової нитки, який потім туго обтягнути. Якщо треба не тільки закріпити пасма троса, а й зробити на кінці стопор, що оберігає снасть від виплескування, наприклад, з блоку, в'яжуть кнопки. Різновидів кнопок багато, ми розглянемо лише простий кнопок та ріпку.
Для закладення простого кнопка (рис. 174) трос розпускається на пасма, пасма пропускаються одна під іншу, як показано на малюнку (положення 1, 2, 3, 4), і затягуються. Виходить "напівколесо" - основа простого кнопка. Щоб отримати кнопку, між пасмами напівколеса роблять ще одну пробивку ходових пасм (положення 5, 6). Якщо на кінці троса велике потовщення не потрібно, то щоб трос не розвивався, закладають ріпку (рис. 175): спочатку розпущені кінці троса пропускають один під інший (положення 1, 2), потім ходові пасма пробивають за допомогою свайки через одне пасмо під дві, проти спрямування троса (положення 3, 4). Зробивши три-чотири пробивки, обрізають кінці троса, що залишилися.
Коли на кінці троса потрібно зробити велику петлю (вікон), кінець прихоплюють до троса бензелем. Бензель (рис. 176) накладають так само, як і марку, але відразу на обидва кінці троса, притиснуті один до одного. Дотичні паралельно покладені ділянки тросів обгортають смугами тонкої парусини або ізоляційної стрічки - клітнюють.
На тонкому ліні, яким накладають бензель, роблять петлю і простягають крізь неї ходовий кінець, обнесений навколо обох тросів. Обтягнувши петлю, починають накладати шлаги бензелю один щільно до іншого. Коли перший ряд бензеля по довжині досягне приблизно двох діаметрів троса, на нього накладають складений удвічі тонкий лин - протаскання 1 з петлею, зверненою до початку бензеля. На протаску навивають другий ряд шлагів. Щоб закінчити роботу, пропускають ходовий кінець линя з деякою слабиною в петлю 2 протаски і простягають його під усім верхнім рядом шлагів бензеля. Тепер залишається зав'язати лин упоперек бензеля засувним багнетом і прихопити кінець линя до троса 3.
Вогонь (рис. 177, а) на простому трипрядному тросі закладається так. Трос загинають петлею потрібної величини і укладають на нього пасма так, щоб одна з них розташувалася поверх корінного кінця 1, а інші - по сторонах від нього. При цьому корінний кінець 1 має бути розташований зліва, а ходовий 2 - праворуч. Трос тримається зашморгом до себе.
Пліснення ходового кінця 2 в корінний 1 починають із середнього ходового пасма 3, яку за допомогою свайки пробивають під одну з пасм корінного кінця 1 обов'язково проти напрямку звивки троса, t. е. праворуч наліво. Обтягнувши пасмо 3, пробивають ліве ходове пасмо 4 під наступне корінне, знову-таки проти напрямку звивки троса. Потім, перевернувши трос, ходове пасмо, що залишилося, пробивають під відповідне, ще не пробите корінне пасмо.
Між двома сусідніми ходовими пасмами завжди має бути одна корінна. Щоб потовщення дома з'єднання плавно сходило нанівець, після двох пробивок за кожної наступної треба зрізати частину товщини ходового кінця, зменшуючи його діаметр наполовину. Закінчивши роботу, необхідно обтягнути пасма, а кінці обрізати.
Коли треба зростити два троси без вузла, то роблять це як пліснява. Розведені пасма обох тросів вкладають один одного в шаховому порядку, як показано на рис. 178, зближуючи по можливості марки, і починають пробивку ходовими пасмами в корінні пасма, що розсуваються свайкою, через одну під одну. Починається пробивка з ходової пасма 1 троса А, якій накривають ходове пасмо 5 троса Б, потім пробивають її під корінне пасмо 6, обтягують і відгинають, щоб вона не заважала роботі. Також надходять з ходовими пасмами 3 і 4 троса А: ними накривають ходові пасма 6 і 2 троса Б, а потім пропускають їх відповідно під корінні пасма 2 і 5 цього троса.



Мал. 174. Закладення простого кнопки. 1-6 – послідовність операцій.

Мал. 175. Закладення кінця троса ріпкою. 1-4 – послідовність операцій.



Зрізавши марку на тросі Б, ще раз обтягують пробиті в нього ходові пасма троса А, щоб вони лягали щільніше і не створювали зайвого потовщення, а потім приступають до зустрічної пробивання пасом троса Б між корінними пасмами троса А.
При короткому плесі на кожному тросі виробляють три пробивки, вирізаючи при кожній наступній частині волокон у пасмі - зменшуючи їх діаметр наполовину.
98. На ББКД має бути виключена можливість наближення лижника до шків.
99. На БКД з буксирувальними пристроями барабанного типу та самообслуговуванням відстань між опорною тарілкою або траверсою та поверхнею снігового покриву в зоні посадки має становити 0,6-1,0 м. За наявності в місці посадки персоналу, що подає лижникам буксирувальні пристрої, висота проходження траверси (Тарелки) над сніговим покривом повинна бути не менше 1,6 м.
100. У зоні посадки мають бути встановлені такі покажчики:
Не виходити за межі буксирувальної доріжки;
При падінні негайно залишити буксирувальну доріжку;
Висадження та посадка на даній ділянці траси заборонені;
Взяти лижні палиці в одну руку;
Заборонено застосовувати стиль "слалом" під час руху по доріжці.
101. Зону висадки необхідно розташовувати так, щоб її можна було швидко покинути та забезпечити приведення буксирувальних пристроїв у вихідний стан.
102. У зоні висадки БКД з буксирувальними пристроями барабанного типу барабани повинні проходити на висоті не менше ніж 2,3 м від поверхні снігового покриву. При цьому після висадки пасажира витяжний канат не повинен перехльостуватися з конструкціями дороги та буксирувальними пристроями на боці спуску.
Відстань від тягового каната БКД зі штанговими буксирувальними пристроями до поверхні снігового покриву повинна бути не меншою за довжину зібраного буксирувального пристрою.
(Пункт у редакції, введеній у дію з 10 червня 2016 року наказом Ростехнагляду від 28 квітня 2016 року N 170. - Див. попередню редакцію)
103. Кут ухилу зони висадки не повинен перевищувати 6° у напрямку виїзду на трасу:
БКД з барабанними пристроями безпосередньо за опорою;
У БКД з буксирувальними пристроями штангового типу так, щоб пасажири відпускали буксирувальні пристрої безпосередньо після того, як затискач мине останню опору;
Абзац виключено з 10 червня 2016 року - наказ Ростехнагляду від 28 квітня 2016 року N 170. - Див. Попередню редакцію.
104. На верхній станції відстань (L) між початком пункту відчеплення лижників та точкою входження каната на шків або балансир повинна забезпечувати прийняття буксирувальним пристроєм вихідного положення, а саме:
При влаштуванні барабанного типу L 12 V;
При влаштуванні штангового типу L 4 V,
Де V – максимальна швидкість дороги, м/с.
Дозволяється зменшувати цю відстань у разі забезпечення безпечного проходження буксирувального пристрою у зоні станції.
На БКД з буксирувальними пристроями барабанного, так і штангового типу дозволяється вихід пасажирів у шківа, якщо це передбачено конструкцією станції.
(Абзац додатково включено з 10 червня 2016 року наказом Ростехнагляду від 28 квітня 2016 року N 170)
105. За зоною висадки встановлюють пристрої контролю, що автоматично зупиняють дорогу, у таких випадках:
Пасажир не встиг відпустити буксирувальний пристрій;
Буксирування не повернулося у вихідний стан.
106. На трасі ББКД пристрої контролю розташовують за зоною висадки так, щоб унеможливити наближення пасажира до шків.
107. У зонах висадки мають бути встановлені інформаційні знаки:
Попереднє сповіщення про місце висадки;
Відпустити буксирувальний пристрій;
Не затримуватись у місці висадки.
Канати
108. Сталеві канати, що застосовуються на КД, повинні бути вантажолюдського призначення, що не розкручуються. Відповідність каната має підтверджуватись сертифікатом, виданим організацією - виробником каната.
109. Міцність канатів при розтягуванні повинна відповідати параметрам, що визначаються за формулою:
Розривне зусилля каната в цілому, яке приймається за сертифікатом або свідоцтвом про випробування;
S- Найбільший натяг каната;
Мінімальний коефіцієнт запасу міцності, що приймається відповідно до критеріїв, наведених у пунктах 118 -122 цих ФНП.
110. При зазначенні у сертифікаті (свідоцтві про випробування) організації-виробника сумарного розривного зусилля всіх дротів розривне зусилля каната в цілому визначають шляхом множення сумарного розривного зусилля всіх дротів коефіцієнт втрати перерізу.
111. Коефіцієнт втрати перерізу складає:
Для круглорядних канатів - 0,83;
Для канатів закритої конструкції – 0,9.
112. Вибір каната повинен проводитись відповідно до критеріїв, наведених у таблиці N 1 .
Таблиця N 1
Критерії вибору сталевих канатів
|
Найменування каната |
Тип підвісної канатної дороги |
||||
|
одноканатна або здвоєна одноканатна дорога |
двоканатна дорога |
||||
|
Несучий канат |
Канат закритої конструкції |
||||
|
Несуче-тяговий канат |
Канат подвійної звивки | ||||
|
Тяговий канат |
Канат подвійної звивки |
||||
|
Натяжний канат |
Канат подвійної звивки |
||||
|
Рятувальний канат |
Барабанна лебідка |
Канат подвійної звивки |
|||
|
Канатна петля |
Канат подвійної звивки |
||||
|
Евакуаційний канат |
Канат подвійної звивки |
||||
|
Вантовий канат |
Канат подвійної звивки, канат закритої конструкції |
||||
|
|
|
||||
|
Найменування каната |
Тип канатної дороги | ||||
|
Наземна КД |
буксирувальна КД |
||||
|
безопорна БКД |
буксирувальна з буксирувальними пристроями, що відчеплюються. |
буксирувальна з буксирувальними пристроями, що не відчеплюються. |
|||
|
Тяговий канат |
Канат подвійної звивки |
Канат подвійної звивки або полімерний канат |
Канат подвійної звивки |
||
|
Канат буксирувального пристрою |
Канат одинарної звивки, органічний або полімерний канат |
||||
|
Натяжний канат (включаючи здвоєні канати) |
Канат подвійної звивки |
||||
|
Рятувальний канат |
Барабанна лебідка |
Канат подвійної звивки | |||
|
Канатна петля |
Канат подвійної звивки | ||||
|
Евакуаційний канат |
Канат подвійної звивки, органічний або полімерний канат | ||||
|
Вантовий канат |
Канат закритої конструкції або канат подвійної звивки |
||||
|
Канат для підвіски сигнального кабелю |
Канат одинарної або подвійної звивки |
||||
|
Канат гальмівного приводу |
Канат подвійної звивки | ||||
113. Вибір виду кріплення кінців каната повинен відповідати параметрам, наведеним у таблиці N 2 .
Таблиця N 2
Варіанти кріплення кінців каната
|
Найменування каната |
Вид кріплення кінців каната |
||||||||
|
затока- |
затискач- |
бару- |
гвинто- |
канат- |
почав- |
затискач- |
зап- |
важіль- |
|
|
Несучий канат | |||||||||
|
Тяговий канат | |||||||||
|
Несуче-тяговий канат | |||||||||
|
Натяжний канат | |||||||||
|
Гальмівний канат | |||||||||
|
Вантовий канат | |||||||||
|
Сигнальний кабель | |||||||||
|
Рятувальний канат | |||||||||
114. Кількість счалок при зрощуванні тягових і несуче-тягових канатів повинна бути мінімальною і визначатися з урахуванням довжини канатів, що поставляються.
Мінімальна довжина счалки повинна бути не менше 1200dk (dk – номінальний діаметр каната). При виконанні двох счалок і більше відстань між ними має бути не менше ніж 3000dk.
115. Діаметр каната в зоні дужки, виміряний у натягнутому стані, не повинен перевищувати номінальний діаметр більш ніж на:
5% – між вузлами счалки;
15% - у місці вузлів счалки для КД з неотцепляемым затискачем;
10% - у місці вузлів счалки для КД з затискачем, що відчеплюється.
116. Зрощення несучого каната, а також зрощення натяжних канатів не дозволяється.
(Пункт у редакції, введеній у дію з 10 червня 2016 року наказом Ростехнагляду від 28 квітня 2016 року N 170. - Див. попередню редакцію)
117. Дозволяється проводити зрощення кінців тягових канатів ББКД з використанням спеціальних пристроїв з клиновими замками.
118. Мінімальний коефіцієнт запасу міцності несучих канатів повинен відповідати зазначеному значенню для наступних трьох умов:
|
Робочий стан без активованого гальма уловлювача на канаті, що несе | |
|
Робочий стан з активованим гальмом уловлювача на несучому канаті | |
|
У неробочому режимі з урахуванням кліматичних умов |
119. Мінімальний коефіцієнт запасу міцності тягових канатів повинен відповідати наступним значенням:
|
Наземна КД | |
|
Маятникова КД без гальма уловлювача на канаті, що несе | |
|
Маятникова КД з гальмом уловлювача на канаті, що несе | |
|
Двоканатна КД замкнутого циклу тільки для одного напряму | |
|
Буксирувальна КД |
120. Мінімальний коефіцієнт запасу міцності для несуче-тягових канатів приймається рівним 4.
ГАЛУЗЕВИЙСТАНДАРТ
БЛОКИ ДЛЯ СТАЛЕВИХ КАНАТІВ ПРОФІЛЬ РУЧКА Конструкція та розміри
ОСТ 24.191.01
Видання офіційне
МІНІСТЕРСТВО ТЯЖКОГО, ЕНЕРГЕТИЧНОГО ТА ТРАНСПОРТНОГО МАШИНОБУДУВАННЯ
Москва 1971
РОЗРОБЛЕН ВНІІПТМАШЕМ
Директор інституту Комашенко О.Х.
Заступник директора з наукової роботи Скворцов Б.М.
Начальник відділу стандартизації Оболенський О.С.
Начальник відділу уніфікованих вузлів Рибкін П.М. Виконавець Байкова Н.І.
ВНЕСЕН ВНІІПТМАШЕМ
ПІДГОТОВЛЕНО ДО ЗАТВЕРДЖЕННЯ Головним управлінням підйомно-транспортного машинобудування МТЕ та ТМ
Головний інженер Луненко Г.І.
ЗАТВЕРДЖЕНИЙ Заступником міністра важкого, енергетичного та транспортного машинобудування
УДК 621.861.2:001.4
Група Г-86
ГАЛУЗЕВИЙ СТАНДАРТ
БЛОКИ ДЛЯ СТАЛЕВИХ КАНАТІВ ПРОФІЛЬ РУЧКА КОНСТРУКЦІЯ ТА РОЗМІРИ
24.191.01
Вводиться вперше
Листом Міністерства важкого, енергетичного та транспортного машинобудування від Зу_1_Х_. 1970 р. № ММ-36/12446 термін запровадження встановлено з 1. I 1 1974 р.
Недотримання стандарту переслідується згідно із законом
1. Область поширена
Цей стандарт поширюється на профілі струмка чавунних і сталевих кранових блоків, що обгинаються сталевими канатами діаметром від 3 до 43,5 мм.
Стандарт не поширюється на профіль струмка блоків, що розташовуються в горизонтальній площині, а також на блоки, розраховані на проходження через них затискачів канатних, в інші блоки з профілями струмка спеціального призначення.
Допустимий кут відхилення каната v 1 від середньої площини блоку повинен бути не більше
4r-2k 4fiTj->
де р - половина кута розчину профілю струмка;
Uf(- діаметр каната;
Діаметр блоку середньої лінії каната;
К - коефіцієнт, що залежить від згинальної жорсткості деяких типів канатів (табл.1)
|
Таблиця 1 |
||||||||||||||
|
||||||||||||||
Стр.4 ОСТ 24.191.01
2. Конструкція та розміри
Конструкція та розміри струмків повинні відповідати кресленню та таблиці цього стандарту (див. креслення та табл.2) 1
ОСТ 24.191.01 Стор.5
Граничні відхилення розмірів виливки та припуски на механічну обробку повинні відповідати для чавунного лиття Ш кл. точності |
Зміщення струмка щодо осі симетрії трохи більше 1 мм. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Розмір для довідок
Практикою встановлено наступне співвідношення між діаметром каната dк і діаметром канатного шківа Dш по струмку:
В американській практиці значення Dш визначаються за такою формулою:
Dш = Nmax + Px.кmax / Pp * dк,
де Nmax - безрозмірний коефіцієнт,
де: Qmax - максимальна вантажопідйомність на гаку, кН; Рр - розривне зусилля у канаті загалом, кН; Px.кmax – максимальне натяг рухомого кінця каната, кН; dк – діаметр каната; мм.
Приймаємо Dш рівним 900 мм.
Важливе значення для нормальної роботи каната має правильне контур струмка шківа. На рис. 5 представлений профіль канавки шківа. Там же представлений зв'язок елементів профілю з діаметром каната dк:
Приймаємо радіус 15 мм.
H = 1,75 dк = 1,7528 = 49 мм
Мал. 5 Профіль канавки канатного шківа
Для запобігання інтенсивному зношування канатів і бічних стінок канавок шківів кут розвалу їх у талевих системах приймається не менше 50?. Чистота поверхні канавки має бути не нижче значень, наведених на рис. 4. Канавка повинна бути загартована ТВЧ (або полум'ям) до твердості HRC>45 на глибину не менше ніж 3 мм.
Тиск між канатом і канавкою:
де: Pн - номінальний натяг каната, МН.
Приймаємо матеріал шківа – середньовуглецеву сталь, канавки оброблені до чистоти Ra12.5, [р] = 600-700 МН/м2.
Транскрипт
1 ТРАСЛІВИЙ СТАНДАРТ БЛКИ ДЛЯ СТАЛЕВИХ КАНАТВ Конструкція та розміри СТ Видання офіційне МІНІСТЕРСТВ ТЕЖЕЛГ, ЕНЕРГЕТИЧНОГО ТА ТРАНСПРТНГ МАШИНБУДЕННЯ Москва 1972
2 Розроблено ВНДІПТМАШ Директор інституту КомашенкаА. X, Заступник, директора з наукової роботи Скворцов Б. М. Начальник відділу стандартизації б о лен ський А. С. Начальник відділу уніфікованих вузлів Рибкін П. Н. Виконавець Л у к е р ь і н а К. С Внесений ВНДІПТМАШ Підготовлений до затвердження Головним управлінням підйомно-транспортного машинобудування МТЕіТМ Головний інженер ЛуненкоГ. І. ЗАТВЕРДЖЕНИЙ Заступником міністра важкого, енергетичного та транспортного машинобудування Підп. до печі. 2/XI-71.г. Печ. л. 1,0 Уч.-:вид. л. 0,4 Тираж 4100 прим. Зак. інст Зак. тип. 4 Ціна 5 коп. НДІІНФРМТЯЖМАШ, Москва, І-164, проспект Миру, 106 Виробничо-поліграфічний відділ НДІІНФРМТЯЖМАШу
3 УДК,2 Група Г-86 Т Р О С Л О В І С Т А Н Д А Р Т БЛКИ ДЛЯ СТАЛЬНИХ КАНАТВ 0СТ24 Конструкція та розміри ^ 9 ^ D5 Вводиться вперше Листом Міністерства важкого, енергетичного та транспортного машинобудування від 3/V 1971 р. ММ-002/6397 термін запровадження встановлено з 1/ р., для нового проектування - з 1/У1Г1972 р, " - Недотримання стандарту переслідується згідно із законом. 320 до 900 мм для сталевих канатів, що працюють при температурі навколишнього середовища від -40 до +40 С. Стандарт не поширюється на блоки, що працюють у вибухо- та пожежонебезпечних приміщеннях, хімічно- та радіоактивних середовищах, на блоки, розташовані в горизонтальній площині, а також на блоки, розраховані на проходження через них затискачів, та блоки спеціального призначення.
4 2. КНСТРУКЦІЯ та РОЗМІРИ Конструкція та розміри блоків повинні відповідати табл. 1 цього стандарту. креслення та про ч ю, 1/Фт д i^lg, й 7 "^^^ (v; CD сл SA7 13 н ^Розмір для сираїк Л М1:1 яг,5
5 Розміри в мм Таблиця 1 п Виконання 4 d 4 ^3 H k К В ^1 n R r 0 з Маса* 6 т 9 до С A ,5 8, Св. 11 до Q 80Т 22 27A^ ,3 8SA Cg , 0 8 св. ,0 21, св. 40,0 10 св. 28 З4А7 SO , Св. 18 до Сд Т 250Ag Cg Св. 23 до 28,5 їїос т 23 до 28,5 SlOCg 550 ь Відповідає чавунному литтю. 260Т 275Ag Cg A , A , A ,0 2 90,0 97,0 про ю Приклад умовного позначення: блоку чавунного діаметром 530 для каната діаметром 15 мм:. Ст СТ "блоку з високоміцного чавуну для каната діаметром 15 мм:,блок ВЧ СТ" CD сл р сл
6 Стор. 6 OCT ТЕХНІЧНІ ВИМОГИ 3.1. Блоки повинні бути виготовлені з сірого чавуну марки не нижче СЧ ГСТ Для вантажопідйомних машин дуже важкого режиму, а також для машин, що транспортують рідкий або розпечений метал, блоки повинні бути виготовлені зі сталі марки не нижче сталі 25Л-11 ГСТ або чавуну високої міцності марки ВЧ або ВЧ ГСТ Граничні відхилення розмірів виливки та припуски на механічну обробку, а також граничні відхилення за вагою - повинні відповідати для чавунного пиття III класу точності ГСТ, для сталевого лиття - III класу точності"гст Невказані ливарні радіуси не допускаються тріщини та спаї, що перевищують по глибині припуск на механічну обробку.На необроблюваних поверхнях тріщини та спаї не допускаються взагалі. , пористість, черновини, якщо вони за своїми розмірами перевищують величини, зазначені у табл. 2. Таблиця 2 Величина та кількість дефектів не більше Поверхня Характер дефекту загальна площа у % від поверхні деталі Глибина у % від товщини деталі Кількість дефектів на кожні 100 см2 поверхні Площа одного дефекту, см^ Необроблювана Раковини різні Рихлота, пористість 1 1,2 3 0,5 броблювана Раковини різні Рихлота, пористість,1 2 0,5 Чернівці Місця розташування _ прибутків, литникового роз'єму опок повинні бути обрубані і зачищені Всі поверхні блоків повинні бути очищені від формувального матеріалу тливки повинні бути піддані відпалу Розбіжність обода, заміряна на ділянці зовнішніх необроблених поверхонь на рівних радіусах, повинна бути не більше 3 мм. Вибоїни і вм'ятини на оброблених поверхнях не допускаються. іржі та знежирені. остаточне забарвлення виробляється
7 OCT Стор. 7 споживачем після збирання вузла. тверстия d VI повинні бути захищені від корозії та фарбування покриттям, що легко змивається Готова продукція повинна бути прийнята технічним контролером заводу-виробника відповідно до вимог цього стандарту. 4. МАРКУВАННЯ, УПАКВКА, ТРАНСПОРТУВАННЯ 4.1. Кожен блок забезпечується написом, в якому повинні бути відображені матеріал, зовнішній діаметр та виконання блоку профілю обода. Приклад маркувального напису блоку із зовнішнім "діаметром 450 мм для канатів діаметром 25 мм: із сірого чавуну СЧ-450-8; зі сталі Ст-450-8; із високоміцного чавуну ВЧ Готові блоки упаковуються партіями в дерев'яну тару, форму та розміри якої визначає завод-виробник Тара повинна допускати перевезення партій блоків автомобільним та залізничним транспортом Термін служби блоку не менше 5 років Примітка: Вимоги до маркування, упаковки та транспортування повинні виконуватися лише при централізованому виробництві блоків.
8 Ірна.t) коп. ВШІАРМТШІ
ГАЛУЗЕВИЙ СТАНДАРТ БЛОКИ ДЛЯ СТАЛЕВИХ КАНАТІВ Конструкція та розміри ОСТ 24.191.05 Видання офіційне МІНІСТЕРСТВО Важкого. ЕНЕРГЕТИЧНОГО ТА ТРАНСПОРТНОГО МАШИНОБУДУВАННЯ Москва 1972 р.в.
ГАЛУЗЕВИЙ СТАНДАРТ Т О К О П О Д В О Д К А Б І Л Ь Н І Й Т Е Л Е Ж Е К М О С Т О В И Х Е Л Е К Т Р І Ч І К Р А Н О В Г Р У З О П І Д І М Н О С Т Ь Ю д о 5 0 т ОСТ 24.191.09 Видання офіційне
УДК 621.889.2 Видання офіційне СРСР Комітет стандартів, заходів та вимірювальних приладів при Раді Міністрів СРСР ДЕРЖАВНИЙ СТАНДАРТ ЗАЖИМИ д л і к а т о в Steel rope grips СТАЛЬНИХ гост 13186
УДК 621.744.072(083.74) Група Г21 ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР МОДЕЛІ ЛИВАРНІ МЕТАЛЕВІ Технічні вимоги Metal casting patterns. Technical requirements ДЕРЖСТАНДАРТ 21087-75 Натомість MH 3551 62
Д О Р О З Д А Р С Т В Е Н І Й С Т А Н Д А Р Т З Ю Ю З А С Р ПРУТКИ І ТРУБИ БРОНЗОВІ ТА ЛАТУННІ ЛИТІ ТЕХНІЧНІ УМОВ ГО С Т 24301 80 Видання офіційне Є ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР КОУШІ СТАЛЕВІ ДЛЯ СТАЛЕВИХ КАНАТІВ ГОСТ 2224-71 Видання офіційне Ціна 3 коп. ДЕРЖАВНИЙ КОМІТЕТ СТАНДАРТІВ РАДИ МІНІСТРІВ СРСР Московія весільне мереживо
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ЩУПИ ОСНОВНІ ПАРАМЕТРИ. ТЕХНІЧНІ ВИМОГИ ГОСТ 882 75 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Москва Група П52 Г О С У Д А Р С Т В Е Н
ГОСТ 20889-88. Шківи для приводних клинових ременів нормальних перерізів. Загальні технічні умови ОКП 41 8520 Строк дії з 01.01.89 до 01.01.94* * Обмеження строку дії знято за протоколом N 3-93
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР О Т Л І В К І І З С Р О Г О Ч У Г У Н А ДОПУСКАНІ ВІДКЛОНЕННЯ ПО РОЗМІРАХ І МАСЕ І ПРИПУСКИ НА МЕХАНІЧНУ ОБРОБКУ ГОСТ 1855 ГОСТ 1855
Д О Р О З Д А Р С Т В І Н Т І Н Т А Н Д А Р Т З Ю З А З С Р КЛЮЧІ ДЛЯ ПОЖЕЖНОЇ СПОЛУЧНОЇ АРМАТУРИ ТЕХНІЧНІ УМОВИ ГОСТ 14286 69 Видання офіційне ДЕРЖАВНИЙ КОДИНСЬКИЙ
ДЕРЖАВНИЙ СТ д н ю з а с р Д а р т ОБЛАДНАННЯ ВЕРТИКАЛЬНИХ ЦИЛІНДРИЧНИХ РЕЗЕРВУАРІВ ДЛЯ НАФТОПРОДУКТІВ ПАТРУБКИ ВЕНТИЛЯЦІЙНІ ГОСТ 3689 72 видання офіційне ДЕРЖАВНИЙ
ДЕРЖАВНІ Є СТАНДАРТИ СПІЛКИ РСР КЛАПАНИ ЗВОРОТНІ ПІДЙОМНІ МУФТОВІ І ФЛАНЦЕВІ З СІРОГО І КОВКОГО ЧАВУНУ НА Р, ДО 2,5 МПа (25 кгс см?) Г О Т 4 7 , Д О С Т 1 1 8 2 3 7
Д О С У Д А Р С Т В Е Н Н Ы Е С Т А Н Д А Р Т Ы С Ю Ю З А С Р ТИСКИ ПОСТАНОВКОВІ Гвинтові самоцентрируючі конструкції та основні розміри ГОСТ 21167 75, ГОСТ 21 коп. ДЕРЖАВНИЙ
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР s, ТУМБИ ШВАРТІВНІ МОРСЬКІ ТЕХНІЧНІ УМОВИ ГОСТ 17424 72 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Москва програма переселення співвітчизник
ДЕРЖСТАНДАРТ 112573 МІЖ Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т КНЕХТИ ТЕХНІЧНІ УМОВИ ІПК ВИДАВНИЦТВО СТАНДАРТІВ М О С К В А М І Ж Г О С У Д А Р С Т В Е Н Н І Й С Т А Н Д А Р Т КНЕХТИ Технічні
Я X 5 ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ШТИФТИ ЦІЛІНДРИЧНІ ЗАХТОРЕНІ ТЕХНІЧНІ УМОВИ ГОСТ 24296-80 (СТ РЕВ 1487-78) Видання офіційне ДЕРЖАВНИЙ КОМПАНІЯ
ДЕРЖСТАНДАРТ 16818-85 МІЖ Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т ФОРМА ПІЩАНА ДЛЯ ОТРИМАННЯ ЗАГОТОВОК ЗРАЗКІВ ДЛЯ ВИПРОБУВАННЯ МЕХАНІЧНИХ ВЛАСТИВОСТЕЙ СІРОГО ЧАВУНА ЄСЬКІ
Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т С Ю Ю З А С С Р ШКИВИ для плоских ПРИВОДНИХ РЕМНІВ ГОСТ 17383 73 І будівля офіційна Ціна 9 коп. ДЕРЖАВНИЙ КОМІТЕТ СТАНДАРТІВ РАДИ МІНІСТРІВ СРСР
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ ССР ТРУБИ СТАЛЕВІ ЕЛЕКТРОЗВАРНІ ПРЯМОШОВНІ СОРТАМЕНТ ГОСТ 10704 76 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Москва обстеження46.
ДЕРЖАВНІ СТАНДАРТИ СПІЛКИ РСР ВЕРСТАТИ ЗАСТОСУВАННЯ ДЕТАЛІ (ЗАГОТОВКИ) Частина шоста 4074-69, 4079-69- 4082-69, 4585-69- 4590-69 клас енергоефективності
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ДОЩЕПРИЄМНИКИ чавунні для колодязів ТЕХНІЧНІ УМОВИ ГОСТ 26008 83 ДЕРЖАВНИЙ КОМІТЕТ СРСР ПО СПРАВАХ БУДІВНИЦТВА РОБОТА
ДЕРЖАВНІ СТАНДАРТИ СПІЛКИ РСР ВЕРСТАТИ ЗАСТОСУВАННЯ ДЕТАЛІ (ЗАГОТОВКИ) Частина шоста 4074-69, 4079-69- 4082-69, 4585-69- 4590-69 в'язання
ДЕРЖСТАНДАРТ 16818 85 МІЖ Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т ФОРМА ПІЩАНА ДЛЯ ОТРИМАННЯ ЗГОТУВАНЬ ЗРАЗКІВ ДЛЯ ВИПРОБУВАННЯ МЕХАНІЧНИХ ВЛАСТИВОСТЕЙ СІРОГО чавуну ЄСЬКІ
ДЕРЖАВНІ СТАНДАРТИ СПІЛКИ РСР ВТУЛКИ КОНДУКТОРНІ КОНСТРУКЦІЯ ТА РОЗМІРИ. ТЕХНІЧНІ ВИМОГИ ГОСТ 26232-84-ГОСТ 26238-84, ГОСТ 15362-73, ГОСТ 18429-73-ГОСТ 18435-73 Видання офіційне S X ДЕРЖАВНИЙ
Д О Р З Д А Р С Т В Е Н І Й С Т А Н Д А Р Т З Ю З А С С Р БАЛКИ ДВУТАВРОВІ І ШВЕЛЛЕРИ СТАЛЕВІ СПЕЦІАЛЬНІ СОРТАМЕНТ ГОСТ 19425 74 Видання офіційне ДЕРЖАВНИЙ КОМ
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ДОЩЕПРИЄМНИКИ чавунні для колодязів Технічні умови ГОСТ 26008-83
ДЕРЖАВНІ СТАНДАРТИ СПІЛКИ РСР ФЛАНЦІ АРМАТУРИ, СПОЛУЧАЛЬНИХ ЧАСТІВ І ТРУБОПРОВІДІВ. ЗАГЛУШКИ ФЛАНЦЕВІ ГОСТ 1233-67-ГОСТ 1235-67, ГОСТ 1245-67, ГОСТ 1255-67, ГОСТ 1268-67, ГОСТ 1272-67, ГОСТ 6972-67,
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР КУТОЧКИ ДЛЯ ДЕРЕВ'ЯНИХ ЯЩИКІВ ТЕХНІЧНІ УМОВИ ГОСТ 2364 74 Видання офіційне акт випробувань ДЕРЖАВНИЙ КОМІТЕТ СРСР ПО СТАНДАРТАМ Москва УДК9.6
УДК 621.643.4.066(083.74) Група Г18 ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ ССР ФЛАНЦІ ПІД ЛІНЗОВУ ПРОКЛАДКУ СТАЛЕВІ ПРИВАРНІ ВСТИК на Ру від 64 до 200 кг
Д О Р О З Д А Р С Т В Е Н Й Й С Т А Н Д А Р Т З Ю З А З С Р БАЛКИ ПІДКРАНОВІ СТАЛЕВІ ДЛЯ МОСТОВИХ ЕЛЕКТРИЧНИХ КРАНІВ ЗАГАЛЬНОГО ПРИЗНАЧЕННЯ ВАНТАЖОПІДНІСТЬ ДО 20 т -78
Група Г27 МІЖ Г О С У Д А Р С Т В Е Н Н І Й С Т А Н Д А Р Т Деталі управління МАХОВИЧКИ, РУКОЯТКИ, ЩО РУЧАЮТЬСЯ, РУЧКИ, КНОПКИ Загальні технічні умови Control parts handwheels, swivel levers handles,
Сокири БУДІВЕЛЬНІ ТЕХНІЧНІ УМОВИ ГОСТ 18578-89 Сокири БУДІВЕЛЬНІ Технічні умови Builders axes. Specifications ГОСТ 18578 89 ОКП 48 3322 Недотримання стандарту переслідується згідно із законом Термін
УДК 621.643.412:006.354 Група Г18 МІЖ Г О С У Д А Р С Т В Е Н Н І Й С Т А Н Д А Р Т MKC 23.040.60 ОКП 37 9941 ФЛАНЦІ АРМАТУРИ, СОЧИНІТЬ Ру від 0,1 до 20,0 М Па (від 1 до
Група В81 МІЖ Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т УЛИВКИ З КОВКОГО чавуну Загальні технічні умови Malleable iron casting». General specifications ГОСТ 1215-79 ОКП 41 1110 Дата введення
Д О Р З Д А Р С Т В І Н Т Й Н Т А Н Д А Р Т С Ю Ю З А С Р СТІЙКИ ПОДІЛЬНІ ОДНООПОРНІ ТЕХНІЧНІ ВИМОГИ ГОСТ 26153-84 Видання офіційне 110» c «ft ДЕРЖАВІ Л * » К О М І Т ^С ^С Р ЗА СТАНДАРТАМИ
УДК 621.979.073.06:006.354 Група Г21 ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР БЛОКИ І ЗМІННІ ДЕТАЛІ УНІВЕРСАЛЬНО-ПЕРЕНАЛАЖУВАНИХ ШТАМПІВ ШТОМПІВ ДЛЯ ТОЧНИХ ЕССАХ Технічні вимоги
РСТ РРФСР 678-82 Група У25 РЕСПУБЛІКАНСЬКИЙ СТАНДАРТ ПРИЛАДИ ПІЧНІ чавунні Загальні технічні умови Термін дії з 01.04.84 до 01.04.89* * Обмеження терміну дії знято постановою Держстандарту
Д О Р О З Д А Р С Т В І М Т А Н Д А Р Т С Ю Ю З А С Р ПОКАЗНИКИ РІВНЯ РІДИН НА РУ ДО 4 МПа (40 кгс/см2) ТЕХНІЧНІ УМОВИ ГОСТ 9653 74 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР ПО
ГОСТ 10774-80. Штифти циліндричні заклепувальні. Технічні умови Цей стандарт поширюється на циліндричні заклепувальні штифти діаметром від 2 до 25 мм, призначені для нерозбірних з'єднань.
ГОСТ 22130-86 ОПОРИ РУХОВІ ТА ПІДВІСКИ Технічні умови - Центр експерименталь ГОСТ 22130-86 УДК 621.643-23:006.354 Ж34 Група ДЕРЖАВНИЙ СТАНДАРТ СОЮЗАСР
Д О С У Д А Р С Т В Е Н Ы Є С Т А Н Д А Р Т Ы С Ю Ю З А С Р ТИСКИ ПОСТАНОВКОВІ ГРУНТОВІ САМОЦЕНТУЮЧІ КОНСТРУКЦІЯ ТА ОСНОВНІ РОЗМІРИ ГОСТ 2 1 167-75, ГОСТ 2 75 Видання офіційне 10 коп. ДЕРЖАВНИЙ
Стор. 1 з 5 МІЖДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ФЛАНЦІ АРМАТУРИ, СПОЛУЧАЛЬНИХ ЧАСТИН І ТРУБОПРОВІДІВ НА Р у від 0,1 до 20,0 МПа (від 1 до 200 кгс/см 2) Загальні техн
УДК 678.5.073.057.74:006.354 Група Г2! ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ПРЕС-ФОРМИ-ЗАГОТОВКИ, ДЕТАЛІ-ЗАГОТОВКИ ТА ДЕТАЛІ ПРЕС-ФОРМ ДЛЯ ЛИТТЯ ТЕРМОПЛАСТІВ ПІД ТИСКОМ Технічні умови Injection
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ЛОМИ СТАЛЕВІ БУДІВЕЛЬНІ ТЕХНІЧНІ УМОВИ ГОСТ 1405-83 РОЗРОБЛЕНО Міністерством будівельного, дорожнього та комунального машинобудування ВИКОНАВЦІ В. В. Кулагін
УДК 621.923.77.02:006.3S4 Група Г22 Г О С У Д А Р С Т В Е Н Н Й Й С Т А Н Д А Р Т С Ю Ю З А С З РОЗКАТКИ БАГАТОКУЛЬКОВІ ЖОРСТКІ ДИФЕРЕНЦІАЛЬНІ 00 ДЛЯ РОЗМІРНО-ЧИСТОВОЇ ОБРОБКИ
КОНДУКТОРНІ ВТУЛКИ Технічні вимоги Jig bushes. Technical requirements гост 18435-73 Натомість МН 5533 64 Постановою Державного комітету стандартів Ради Міністрів СРСР від 15 лютого 1973 р.
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ЗАГОТІВКА СТАЛЬНА ГАРЯЧЕКАТАНА ПРЯМОКУТНА (СЛЯБИ) ТЕХНІЧНІ УМОВИ ГОСТ 25715-83 (СТ РЕВ 3541-82) Видання офіційне Ціна ДЕРЖАВНИЙ КОМІТЕТ СРСР
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР МАХОВИКИ ЧАВУНІ ДЛЯ ТРУБОПРОВІДНОЇ АРМАТУРИ ТИПИ, ОСНОВНІ РОЗМІРИ І ТЕХНІЧНІ ВИМОГИ ГО СТ 5260 75 Видання офіційне ГО
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР КО Н СТРУКЦ І І М ЕТА Л Л І Ч СЬКІ СТРО І ТІЛЬНІ ЗАГАЛЬНІ ТЕХНІЧНІ УМОВИ ГОСТ 23118 78 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ
ГОСТ 26576-85 Підшипники кочення. Кільця стопорні ексцентричні та концентричні та гвинти настановні для кріплення кулькових підшипників. Технічні умови Прийняв орган: Держстандарт СРСР Дата
Практична робота 1 Лиття в піщано-глинисті форми Мета роботи вивчення технології виготовлення виливки в піщаноглинистій формі, ознайомлення з основними елементами ливарного виробництва, освоєння
УДК 621.9-229.312.4:006 354 Д О Р О Д О Р С Т В І Н Й Група Г27 7200-0250 С Т А Н Д А Р Т З Ю З А С Р ТИСКИ ПОСТАНКОВІ ГРУНТОВІ СЛМОЦЕНТ ПРИЗМАТИЧНИМИ ГУБКАМИ ДЛЯ КРУГЛИХ ПРОФІЛІВ Конструкції
СРСР ДЕРЖАВНІ СТАНДАРТИ СОРТАМЕНТ ЧОРНИХ МЕТАЛІВ ПРОКАТ І КАЛІБРУВАНА СТАЛЬ Видання офіційне ВИДАВНИЦТВО КОМІТЕТУ СТАНДАРТІВ, ЗАХОДІВ І ВИМІРЮВАЛЬНИХ ПРИЛАДІВ ПРИ РАДІ
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР БРУСЯ З НЕПРОЗОРНОГО КВАРЦЕВОГО СКЛА ТЕХНІЧНІ УМОВИ ГОСТ 9800-79 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР ПРО СТАНДАРТИ
ДЕРЖСТАНДАРТ 8734-75: Труби сталеві безшовні холоднодеформовані Сортамент Weight Range Постановою Державного комітету стандартів Ради Міністрів СРСР від 13 жовтня 1975 р. 2604 термін дії встановлено
Д О Р О З Д А Р С Т В І Н Т І Н Т А Н Д А Р Т З Ю З А З С Р ПІДШИПНИКИ РОЛИКОВІ ВПЕРЕДНІ ОДИНАРНІ З ГОЛЬЧАТИМИ РОЛИКАМИ БЕЗ КІЛЕЦЬ ТЕХНІЧНІ УМОВИ ГОСТ 266 -84) Видання офіційне
УДК 621.643.412:006.354 Група Г18 ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ФЛАНЦІ АРМАТУРИ, З'ЄДНУВАЛЬНИХ ЧАСТІВ І ТРУБОПРОВІДІВ НА Ру від 0,1 до 20,0 М2 -80 * Замість ГОСТ
Д О Р О З Д А Р С Т В І Н І Й З Ю З А С С Р С Т А Н Д А Р Т КРАНИ БАННІ ТЕХНІЧНІ УМОВИ ГОСТ 6 1 2 7-5 2 Видання офіційне Ціна 3 коп. ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Москва програма
ГОСТ 18123-82. Шайби. Загальні технічні умови (із Змінами N 1, 2) ДЕРЖСТАНДАРТ 18123-82 Постановою Державного комітету СРСР за стандартами від 2 червня 1982 р. N 2256 дату введення встановлено 01.01.84
СРСР ДЕРЖАВНІ СТАНДАРТИ СОРТАМЕНТ ЧОРНИХ МЕТАЛІВ ПРОКАТ І КАЛІБРОВАННА СТАЛЬ Видання офіційне ВИДАВНИЦТВО КОМ ІТЕТА СТАНДАРТІВ, М ЕР І ІЗМ ЄРИ ТІЛЬНИХ ПРИЛАДІВ
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ ССР ПЛИТИ МОДЕЛЬНІ ТИПИ. ОСНОВНІ РОЗМІРИ. ТЕХНІЧНІ ВИМОГИ ГОСТ 20131-80 Видання офіційне та ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ MP«Kie бланк сертифіката
ГОСТ 2-76 МІЖ Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т ШПИЛЬКИ ДЛЯ ДЕТАЛІВ З ГЛАДКИМИ ВІДТВЕРДЖЕННЯМИ клас точності ст. КОНСТРУКЦІЯ ТА РОЗМІРИ Видання офіційне ІПК ВИДАВНИЦТВО СТАНДАРТІВ Москва УДК
ОКП 13 1700 Група В 62 СТВЕРДЖУЮ: Голова національного технічного комітету зі стандартизації ТК-357 «Труби та сталеві балони» В.А.Лупін 2001
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР БОЛТИ ДОРОЖНІ ДЛЯ СКРІПЛЕННЯ РЕЙЛІВ ВУЗЬКОЇ КОЛІЇ ГОСТ 8144 73 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Москва сертифікати6.
ГОСТ Р 50641-94. Шківи з канавками для звичайних та вузьких клинових ременів. Система, що базується на вихідній ширині. Дата введення 1995-01-01 ІНФОРМАЦІЙНІ ДАНІ 1. ПІДГОТОВЛЕНО І ВНЕСЕН Технічним комітетом
ДЕРЖСТАНДАРТ 4 2 7-7 5 МІЖ Г О С У Д А Р С Т В Е Н Н І Й С Т А Н Д А Р Т ЛІНЕЇКИ ВИМІРЮВАЛЬНІ МЕТАЛЕВІ ТЕХНІЧНІ УМОВИ Видання офіційне Москва Стандартінформ 2007 проведення експертизи промислової
О Т Р О С Л Е В О Й С Т А Н Д А Р Т БАРАБАНИ ПАРОВИХ СТАЦІОНАРНИХ КОТЛІВ ЗАТВОРИ ЛАЗОВІ (рраб = 24 кгс/см2; /?раб = 40 кгс/см2) ОСТ 108.819.02-76 Видання офіційне термін дії сертифіката РОЗРОБЛЕН
Ціна 2 коп. Недотримання стандарту переслідується згідно із законом УДК 624.953 СРСР Державний комітет Ради Міністрів СРСР у справах будівництва СРСР ДЕРЖАВНИЙ СТАНДАРТ Устаткування вертикальних
ДЕРЖАВНІ СТАНДАРТИ СПІЛКИ РСР КІЛЬЦЯ ПРУЖИННІ ВПЕРЕДНІ ПЛОСЬКІ І КАНАВКИ ДЛЯ НИХ ГОСТ 13940-80-ГОСТ 13944-80 Видання офіційне ДЕРЖАВНИЙ КОМІТЕТ СРСР УСТА
Д О Р О З Д А Р С Т В Е Н Й Й С Т А Н Д А Р Т З Ю З А С Р ШТИРИ ЗАКЛАДНІ З МОВИМ ТЕХНІЧНІ УМОВИ ГОСТ 2300-8! Видання офіційне i МОП. ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Моста
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР УЛИВКИ З чавун А ЗАГАЛЬНІ ТЕХНІЧНІ УМОВИ ГОСТ 26358 84 Видання офіційне Ціна 3 коп. ДЕРЖАВНИЙ КОМІТЕТ СРСР ЗА СТАНДАРТАМИ Москва котеджі під ключ Розроблено
Д О Р О З Д А Р С Т В Е Н Й Й С Т А Н Д А Р Т З Ю З А ССР ФРЕЗИ ДИСКОВІ ДВОСТОРНІ ТА ТРИХСТОРІННІ З ВСТАВНИМИ НОЖАМИ, ОСНАЩЕНИМИ ТВЕРДИМ СПЛАВОМ ТЕХНІЧНИКИ8 ВО
Ціна з коп, Elec.ru Г О С У Д А Р С Т В Е Н І Й С Т А Н Д А Р Т С Ю Ю З А С С Р ВИНТИ ЕЛЕКТРОТЕХНІЧНІ З ЗМЕНШЕНИМ ДІАМЕТРОМ ЦИЛІНДРИЧНОЇ ГОЛОВКИ КОНСТРУКЦІЯ І РОЗМІР3 -83 Видання офіційне
ДЕРЖАВНИЙ СТАНДАРТ СПІЛКИ РСР ВТУЛКИ ПІДШИПНИКІВ КІЛЬКАННЯ ІЗ СПЕКАНИХ МАТЕРІАЛІВ ТИПИ ТА ОСНОВНІ РОЗМІРИ ГОСТ 24833-81 (СТ ПЕВ 1009-78) І будівля. ДЕРЖАВНИЙ КОМІТЕТ СРСР